|

|
|
|

|

|

|

|
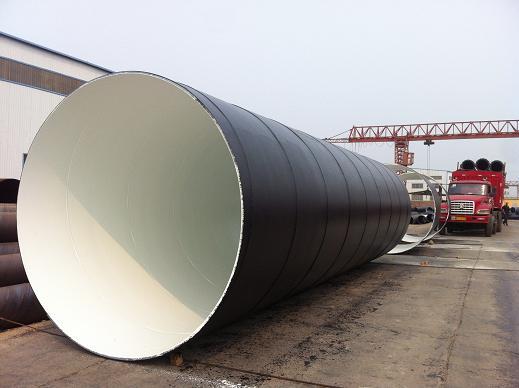
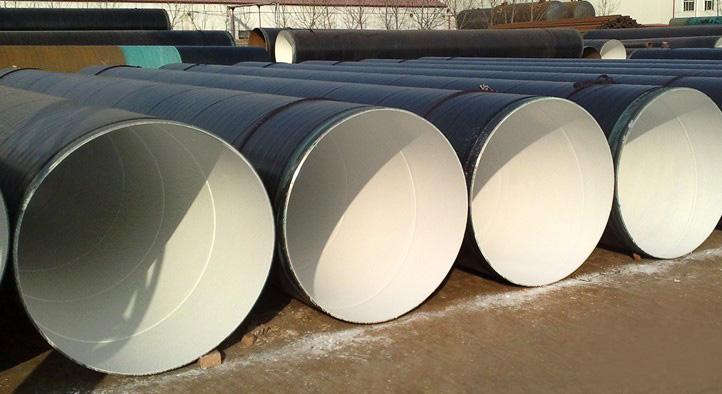
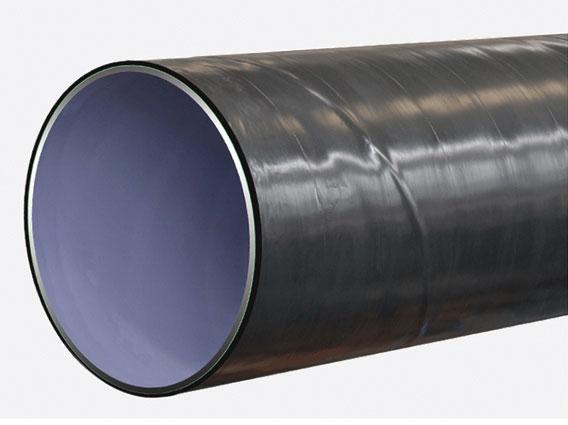
长沙天卓塑胶有限公司生产的3PE环氧粉末防腐螺旋钢管(简称3PE防腐螺旋钢管)是我公司引进专业全自动钢管生产线和全自动钢管防腐成套设备生产的一种先进的防腐钢管,该管材市场占有率正逐年递增,取代了原有的沥青防腐和环氧煤沥青漆防腐钢管。该钢管防腐层由三层结构组成,**层环氧粉末(FBE≥120um ),第二层胶粘剂(AD≥170um),第三层聚乙烯(PE≥2.5~3.7mm),三层材料融为一体,并与钢管牢固结合形成优良的防腐层。3PE环氧粉末防腐层有很强的耐腐蚀能力,施工简单方便,使用寿命可达50年。在低温条件下也具有良好的耐腐蚀和耐冲击性,同时具备环氧强度高,PE吸水性低和热熔胶柔软性好等优点,有很高的防腐可靠性。
3PE防腐螺旋钢管执行标准
GB/T 23257-2009 埋地钢质管道聚乙烯防腐层
SY/T 0413-2002 埋地钢质管道聚乙烯防腐层技术标准
3PE防腐螺旋钢管应用领域
3PE防腐螺旋钢管主要应用于污水处理、自来水工程、石化工业、化学工业、电力工业、河道治理、农业灌溉、桥梁基础建设、城市建设,是我国开发的二十个重点产品之一。
煤矿:媒矿井下供排水、井下喷架、正负压通风、抽放瓦斯、消防洒水等管网。
电厂:热电厂工艺用水废渣、回水输送管道。
消防:防喷淋、洒水系统的给水管路。
高速公路:电力、通讯、高速公路等电级保护套管。
市政工程:高层建筑给水、热网供热、自来水工程、燃气输送、埋地输水等管道。
石油:石油输送管道、化工制药、印染等行业输送腐蚀性介质的工艺管道。
污水处理:污水处理排放管、污水管以及生物池防腐工程。
农业:农业灌溉用管、深井管、排水管等网路。
3PE防腐螺旋钢管生产工艺
(一)内防腐生产工艺
采用液压抛头、电动抛头以及气压喷砂枪射出的高速钢砂、石英砂束流,对钢管内壁进行除锈清理,管径小于700mm采用喷砂除锈,大于700mm采用抛丸除锈。除锈效率可达80-150㎡/h,除锈效果可达0.5-3级。
采用高压无气喷涂的高速喷头将各种粉末、液体等材质的防腐涂料均匀地喷涂到钢管内壁,达到防腐、减阻、延长钢管使用寿命的目的。
(二) 外防腐生产工艺
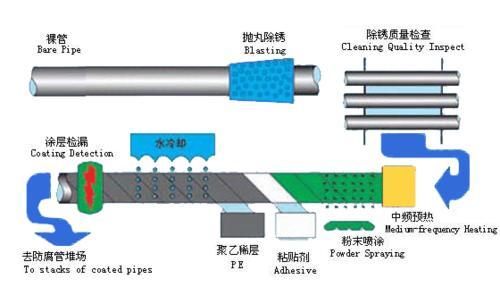
1、三层PE防腐钢管工艺流程图
原料检测→钢管预热除锈→除锈检验→钢管中频加热→环氧粉末喷涂→聚合物胶粘剂涂敷→聚乙烯挤出包敷→水冷→电火花检验→管端处理→成品检验→标识入库
2、二层PE防腐工艺流程图
原料检测→钢管预热除锈→除锈检验→钢管中频加热→聚合物胶粘剂涂敷→聚乙烯挤出包敷→水冷→针孔探测→管端处理→成品检验→标识入库
3、原料检验
钢管应符合国家或相关行业标准:钢管公称直径≤DN150采用20#的无缝钢管;公称直径≥DN200采用Q235或其他材质的螺旋钢管。
4、抛丸除锈
钢管表面除锈是防腐的基础,除锈质量直接影响到其后的防腐质量。钢管抛丸除锈前,要采用中频感应加热器对钢管进行预热处理,预热温度要达到40℃-60℃的要求,以排除所有湿气和表面脏物;
除锈等级(1)微尘处理:钢管表面抛丸除锈处理后,应用清洁、干燥的压缩空气吹扫钢管表面已经附着的灰尘,防止表面受潮、生锈或二次污染,并应在4h内进行表面环氧粉末防腐层的涂敷。(2)钢管外壁除锈等级应达到Sa2.5级(近白级)的要求。(3)锚纹深度应达到规定的50μm-90μm的要求。
5、钢管中频加热:环氧粉末喷涂前采用中频感应加热器将管加热至190-230℃。
6、环氧粉末喷涂
经过感应加热后的钢管螺旋转动进入喷涂室,采用高压静电多喷头喷涂法将环氧粉末按需要的喷粉量均匀喷涂到钢管表面上,厚度≥120μm;在高温下粉末一次成膜并定位于钢管表面与基材牢固的结合。
7、敷涂胶粘剂:在环氧粉末未胶化前将粘流态胶粘剂侧向缠绕于粉末层上,使其与之融合,胶粘剂层厚度≥120μm。
8、挤塑聚乙烯:聚乙烯挤出温度230-260℃。将挤出的粘流态聚乙烯采用瀑布滚塑法,以瀑布下泄的方式侧向缠绕到悬浊的管道表面的胶粘剂层上;并用辊压使之与胶粘剂层牢固结合。胶粘剂与环氧粉末融合并与聚乙烯层粘结,三层结构相互聚合而形成表面光滑、无气泡、无麻点、无褶皱、无缺陷的整体。
8、涂敷管冷却:根据三层结构材料的特性,采用循环水喷淋冷却的方式对防腐层进行冷却,冷却后防腐层表面温度不应超过30℃。
10、涂层检漏:生产过程中,采用在线电火花检漏仪逐根进行针孔检查(100%检漏),其检漏电压为25KV,防腐管以无漏点为合格,出现漏点时及时标记,以便下线后补伤。
11、管端处理:涂敷管端要进行打磨处理,以备焊接,使用坡口打磨机对管端进行处理,打磨只有120-250mm的焊接驻留段。
12、成品检验:1、外观检验 2、防腐层的厚度检验 3、防腐层性能检验
 天卓新型高强度PP-HM双壁波纹管
¥28 元/吨
天卓新型高强度PP-HM双壁波纹管
¥28 元/吨
 大口径螺旋钢管φ219-3800
¥4000 元/吨
大口径螺旋钢管φ219-3800
¥4000 元/吨
 HDPE双壁波纹管4KN及8KN/M2
¥100 元/吨
HDPE双壁波纹管4KN及8KN/M2
¥100 元/吨
 天卓HDPE双壁波纹管,内径DN200-800
¥25 元/吨
天卓HDPE双壁波纹管,内径DN200-800
¥25 元/吨
 天卓PVC电力管及通信管
¥2.8 元/吨
天卓PVC电力管及通信管
¥2.8 元/吨
 HDPE钢带增强螺旋波纹管DN300-DN2800
¥200 元/吨
HDPE钢带增强螺旋波纹管DN300-DN2800
¥200 元/吨
 HDPE钢丝网骨架复合管 50-630mm规格齐全
¥70 元/吨
HDPE钢丝网骨架复合管 50-630mm规格齐全
¥70 元/吨
 全新料HDPE给水管 自来水管口径Φ20-1600mm
¥10 元/吨
全新料HDPE给水管 自来水管口径Φ20-1600mm
¥10 元/吨
 大口径PE钢带增强螺旋波纹管SN8级~SN16级
¥1000 元/吨
大口径PE钢带增强螺旋波纹管SN8级~SN16级
¥1000 元/吨
 3PE(三层聚乙烯)环氧粉末防腐螺旋钢管
¥4500 元/吨
3PE(三层聚乙烯)环氧粉末防腐螺旋钢管
¥4500 元/吨
 天卓全新料HDPE给水管 口径20~1200mm
¥40000 元/吨
天卓全新料HDPE给水管 口径20~1200mm
¥40000 元/吨