避雷塔厂家 避雷塔价格 避雷塔图集,公司常年供应避雷塔,公司主要产品有:避雷塔,防火瞭望塔,消防训练塔,通信塔,监控塔等
避雷塔的制作步骤:
(一).钢柱的加工制作
下料采用数控火焰切割机进行柱板切割,然后进行机械冲孔。结构柱冲孔完成后进行调直矫正,后用端头铣床进行端头切割。塔结构柱涂装严格按标准除锈、刷油,制作完成后由专职质检人员进行检验、编号。结构塔柱制作组装是关键,其组装工艺方法如下:
1.避雷塔首先以施工图为基础,校对各段塔身的长度,顺序。
2.避雷塔在组装平台上进行放样。
3.避雷塔各段塔身初步就位。
4.避雷塔对整体进行调直,调平,并对须再加工处进行记录。
5.避雷塔对已修改完毕的塔结构,进行安装预检。
(二)组立、成型 及技术 要求
钢材在组立前应矫正其变形,并达到符合控制偏差范围内,接触毛面应无毛刺、污物和杂物,以保证构件的组装紧密结合,符合质量标准。组立时应有适量的工具和设备,如直角钢尺,以保证组立后有足够的精度。
采用设备为Z12型型钢组立机。
①点焊时所采用焊材与焊件匹配,焊缝厚度为设计厚度的2/3且不大于8 mm,焊缝长度不小于25 mm,位置在焊道以内。
②预组立的构件必须进行检查和确定是否符合图纸尺寸,以及构件的精度要求成型。
③组立成型时,构件应在自由状态下进行,其结构应符合《施工及验收规范》及有关标准规定。经检查合格后进行编号。
④质量检验标准。
避雷塔允许偏差符合《钢结构工程施工及验收规范》有关规定。
组立的允许偏差表(mm)
类 型 项 目 允许偏差
中心偏移 ±2.0
垂直度(△) b/100且不大于2.0
⑤质量检验方法:用直尺、角尺检查。
5.焊接:
①该工序采用设备为门式全自动埋弧焊机。
②埋弧自动焊焊接规范表
焊缝厚度 焊丝直径 焊接电流 电弧电压 焊接速度
5 3 450-475 28-30 55
6 2 450-475 34-36 40
8 3 550-600 34-36 30
8 4 575-625 34-36 30
0 3 600-650 34-36 23
10 4 650-700 34-36 23
12 3 600-650 34-36 15
12 4 725-775 36-38 20
12 5 775-825 36-38 18
操作人员应严格遵守焊接规范表。
焊接型钢允许偏差表(mm)
项 目 允许偏差
截面高度(h) h<500 ±2.0
500≤h≤1000 ±3.0
h>1000 ±4.0
截面宽度(b) ±3.0
6.制孔
螺栓孔允许偏差表(mm)
项 目 允 许 偏 差
直 径 +1.0
周 度 2.0
垂 直 度 0.3t且不大于2.0
螺栓孔距的允许偏差表
项 目 允 许 偏 差
≤500 501-1200 1200-3000 >3000





 现货供应20米25米30米35米40米GJT圆钢避雷塔
¥450 元/米
现货供应20米25米30米35米40米GJT圆钢避雷塔
¥450 元/米
 定制30米角钢避雷塔 山西避雷塔 避雷塔生产厂家
¥450 元/米
定制30米角钢避雷塔 山西避雷塔 避雷塔生产厂家
¥450 元/米
 批发销售20米25米30米GJT三脚圆钢避雷塔
¥450 元/米
批发销售20米25米30米GJT三脚圆钢避雷塔
¥450 元/米
 GJT系列三角圆钢避雷塔
¥450 元/米
GJT系列三角圆钢避雷塔
¥450 元/米
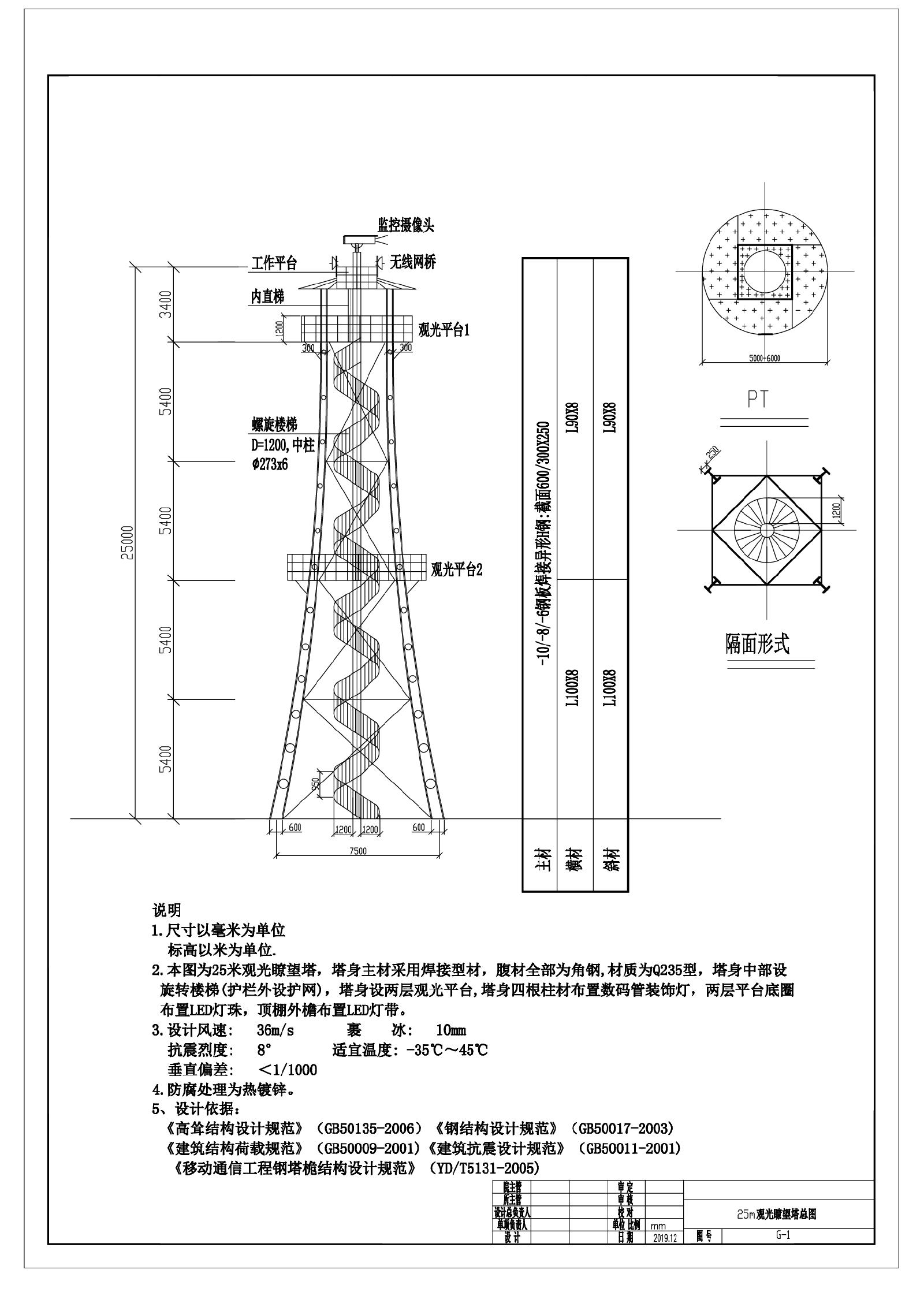
 定制10米15米20米景区观光瞭望塔生产厂家
¥850 元/米
定制10米15米20米景区观光瞭望塔生产厂家
¥850 元/米
 角钢避雷塔 四角避雷塔 燃气站避雷塔
¥600 元/米
角钢避雷塔 四角避雷塔 燃气站避雷塔
¥600 元/米
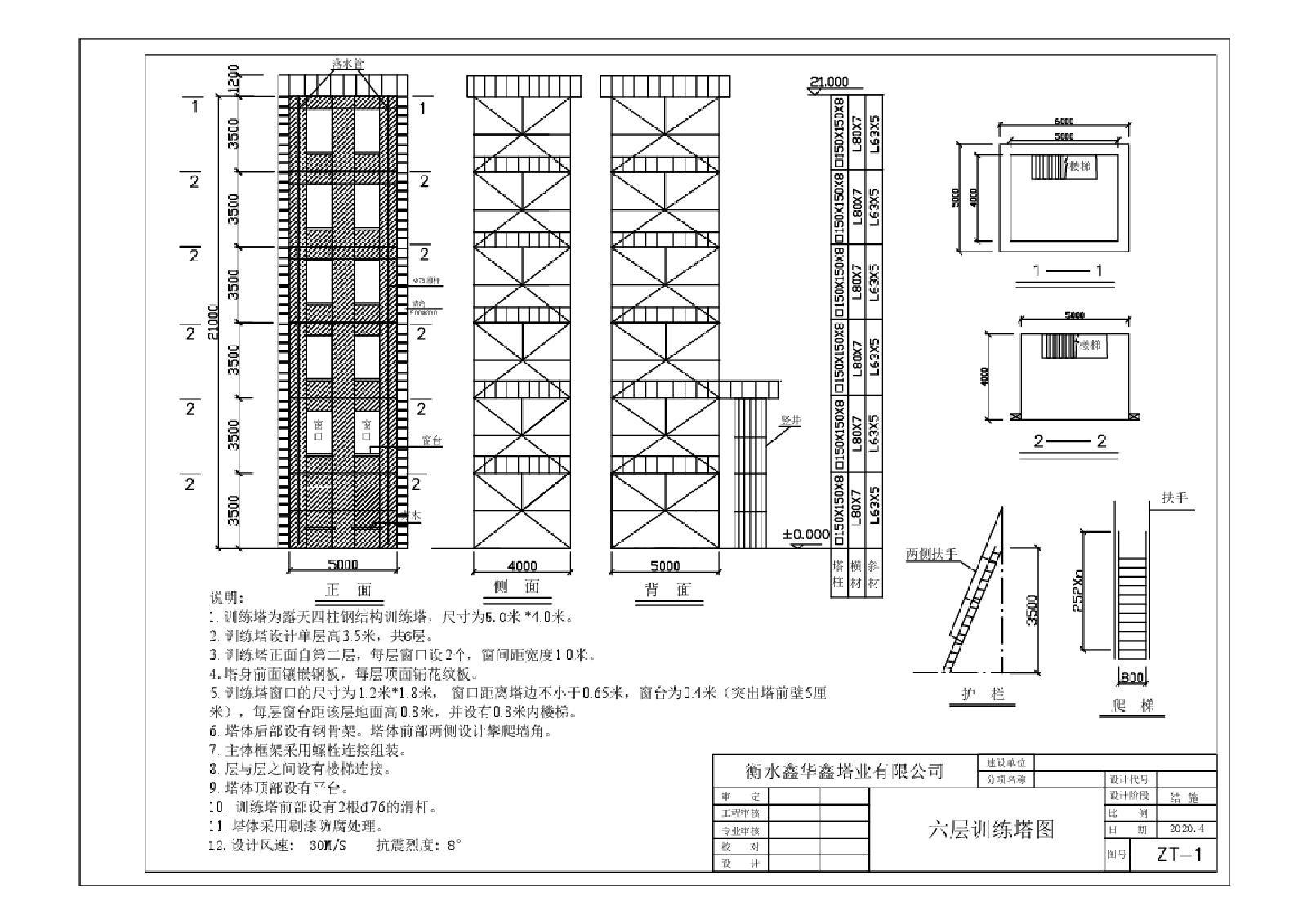
 四层五层六层消防训练塔|训练塔厂家
¥10000 元/米
四层五层六层消防训练塔|训练塔厂家
¥10000 元/米
 20米,25米,30米,35米,40米避雷塔
¥850 元/米
20米,25米,30米,35米,40米避雷塔
¥850 元/米
 GFL系列角钢避雷塔
¥650 元/米
GFL系列角钢避雷塔
¥650 元/米
 加工瞭望塔 土默特左旗瞭望塔 瞭望塔生产厂家
¥3000 元/米
加工瞭望塔 土默特左旗瞭望塔 瞭望塔生产厂家
¥3000 元/米
 钢结构防火瞭望塔 内蒙古防火瞭望塔 防火瞭望塔厂家
¥3000 元/米
钢结构防火瞭望塔 内蒙古防火瞭望塔 防火瞭望塔厂家
¥3000 元/米