


|

|

|

|
|

|

|

|

|

|
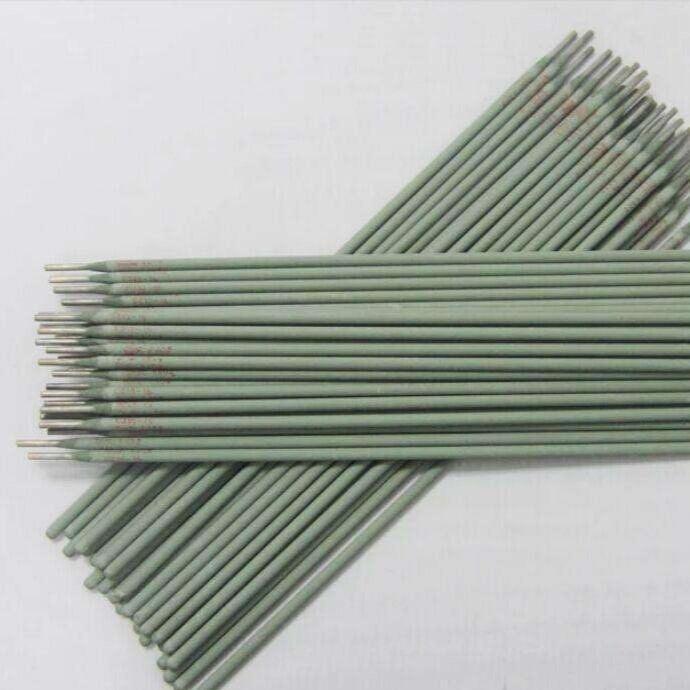
E309L-16不锈钢焊条 A062不锈钢焊条
A062
符合 GB/T 983 E309L-16
AWS A5.4 E309L-16
ISO 3581-A-E(23 12 L)R 3 2
ISO 3581-B-ES 309L-16
说明:
A062是钛钙型药皮的超低碳Cr23Ni13不锈钢焊条,可交直流两用,由于含碳量低,故在不含Nb、Ti等稳定剂时也能抵抗因碳化物析出而产生的晶间腐蚀。
用途:
用于合成纤维、石油化工等设备制造的相同类型的不锈钢结构、复合钢和异种钢等构件,也可用于核反应堆压力容器内壁过渡层堆焊和塔内构件焊接。
熔敷金属化学成分(%)
CMnSi
CrNiMoCu保证值≤0.0400.50~ 2.50≤1.00≤0.030≤0.04022.0~25.012.0~14.0≤0.750≤0.75例值0.0241.320.650.0070.02123.3012.900.0450.035
熔敷金属力学性能试验项目Rm (N/mm2)A (%)保证值≥510≥25例值56042
参考电流 (AC、DC+)焊条直径(mm)φ2.0φ2.5φ3.2φ4.0φ5.0焊接电流(A)40~8050~10070~130100~160140~200
注意事项:
⒈焊前焊条须经300℃烘焙1h。
⒉尽可能采用直流电源,电流不宜过大。
 D337铸钢堆焊焊条 铠阔牌锻钢耐磨焊条
¥37 公斤
D337铸钢堆焊焊条 铠阔牌锻钢耐磨焊条
¥37 公斤
 D628锤击式磨煤机锤头,风扇式磨煤机冲击板堆焊焊条
¥40 公斤
D628锤击式磨煤机锤头,风扇式磨煤机冲击板堆焊焊条
¥40 公斤
 E240 -15不锈钢焊条、焊接铬17锰13钼氮的不锈钢焊条、A707铬镍不锈钢焊条
¥69 公斤
E240 -15不锈钢焊条、焊接铬17锰13钼氮的不锈钢焊条、A707铬镍不锈钢焊条
¥69 公斤
 直销A062不锈钢焊条、核反应堆压力容器内壁过渡层堆焊和塔内构件焊接的不锈钢焊条
¥42 公斤
直销A062不锈钢焊条、核反应堆压力容器内壁过渡层堆焊和塔内构件焊接的不锈钢焊条
¥42 公斤
 D547MoD557高压阀门密封面的堆焊焊条
¥36 公斤
D547MoD557高压阀门密封面的堆焊焊条
¥36 公斤
 DC03耐磨焊条 DC03合金耐磨焊条 路桥建设用旋挖钻机挖掘齿及筒壁耐磨堆焊焊条
¥29 公斤
DC03耐磨焊条 DC03合金耐磨焊条 路桥建设用旋挖钻机挖掘齿及筒壁耐磨堆焊焊条
¥29 公斤
 E308-17不锈钢焊条、钛型Cr19Ni10不锈钢焊条、焊接海洋石油的不锈钢焊条
¥35 公斤
E308-17不锈钢焊条、钛型Cr19Ni10不锈钢焊条、焊接海洋石油的不锈钢焊条
¥35 公斤
 批发耐磨药芯焊丝 耐磨板堆焊焊丝 砂石厂耐磨焊丝
¥27 公斤
批发耐磨药芯焊丝 耐磨板堆焊焊丝 砂石厂耐磨焊丝
¥27 公斤
 高W多合金铸铁高温耐磨堆焊焊条 HDG-60高合金高硬度耐磨焊条 烧结厂辊轴装置焊条
¥25 公斤
高W多合金铸铁高温耐磨堆焊焊条 HDG-60高合金高硬度耐磨焊条 烧结厂辊轴装置焊条
¥25 公斤
 直销D947耐磨焊条 锻床耐磨堆焊焊条 焊接合金钢堆焊焊条
¥32 公斤
直销D947耐磨焊条 锻床耐磨堆焊焊条 焊接合金钢堆焊焊条
¥32 公斤
 DJ064耐磨焊条、DJ1225耐磨焊条、制糖榨辊麻点焊接堆焊焊条
¥21 公斤
DJ064耐磨焊条、DJ1225耐磨焊条、制糖榨辊麻点焊接堆焊焊条
¥21 公斤


